


联系我们

当前位置:
聊城 建顺金属制品有限公司 >大理本地今日News
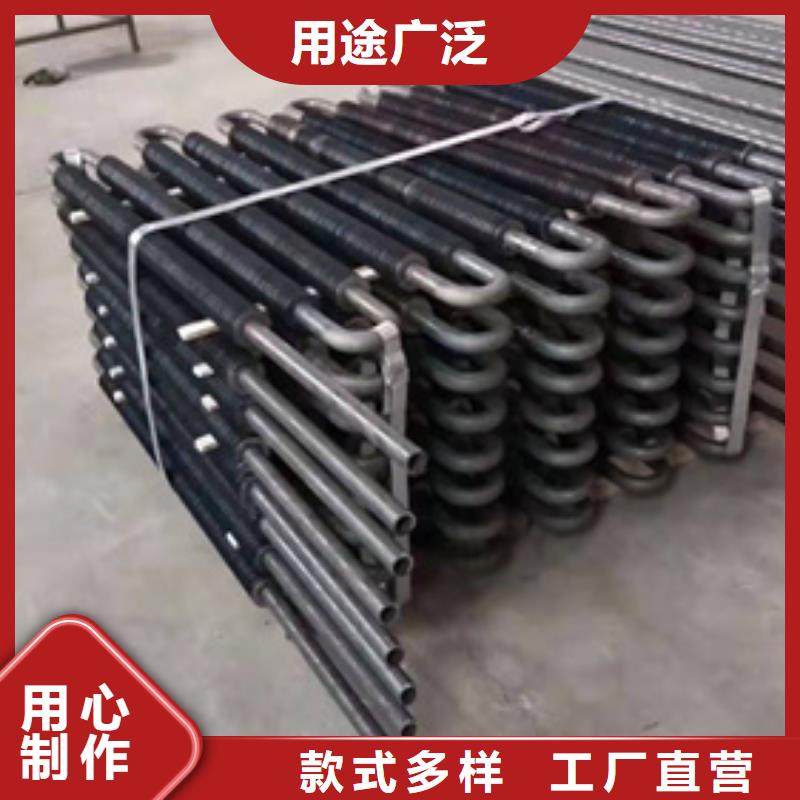
单头翅片管设计
更新时间:2024-11-03 05:28:48 浏览次数:1 公司名称:聊城 建顺金属制品有限公司
以下是:单头翅片管设计的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 20/米 |
| 发货期限 | 1-3 |
| 供货总量 | 9989 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 产品规格 | 齐全 |
| 加工定制 | 可定制 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
以下是:单头翅片管设计的图文视频


单头翅片管设计,建顺金属制品有限公司为您提供单头翅片管设计的资讯,联系人:张经理,电话:0635-8808887、13336259835,QQ:314614021,发货地:聊城东昌府区泰山路3号发货到云南省 大理市 祥云县、宾川县、弥渡县、永平县、洱源县、剑川县、鹤庆县。 云南省,大理白族自治州 大理白族自治州历史悠久,远在新石器时代,就有白族、彝族等少数民族先民在这里繁衍生息。唐、宋时期分别出现了“南诏国”和“大理国”等地方政权。1956年,建立大理白族自治州。州府所在地大理市,是滇缅公路、滇藏公路交汇地,古为“蜀身毒道”和“茶马古道”的重要中转站,现为云南省规划建设的滇西中心城市、区域交通枢纽和滇西物流中心。
无论您是初次接触还是已经熟悉,我们的单头翅片管设计产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:单头翅片管设计的图文介绍


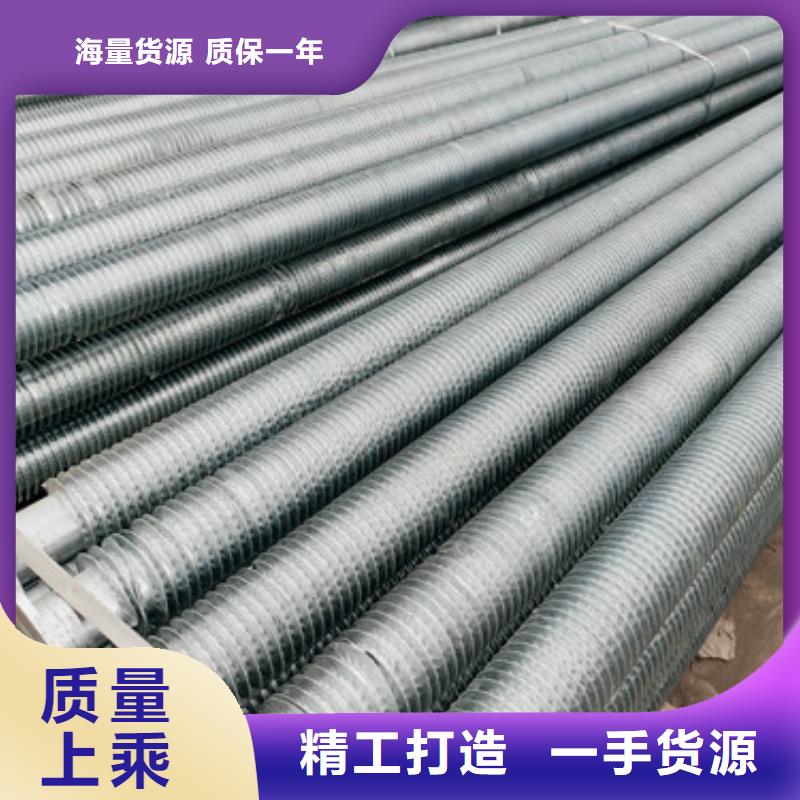
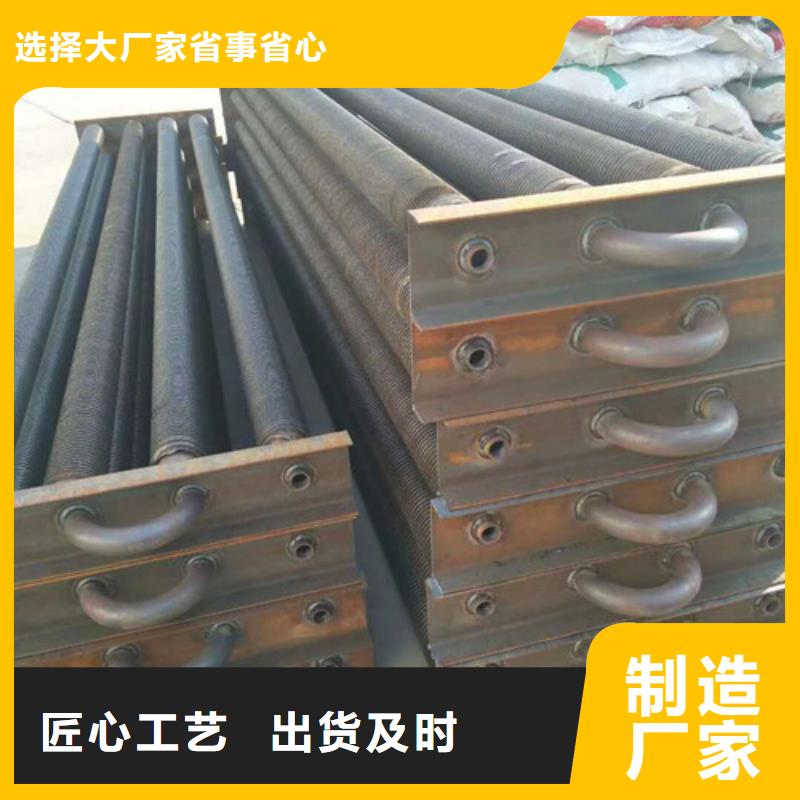
套装翅片套装翅片工艺是预先用冲床加工出一批单个的翅片,然后用人工或机械方法,按一定的距高(翅距),靠过盈将翅片套装在管子外表面上。它是应用早的一种加工翅片管的方法。由于套装工艺简单,技术要求不高,所用设备价格低廉,又易于维修,所以,至今仍有不少工厂在采用。此工艺是一种劳动密集型工艺方案,适合于一般小厂或乡镇企业的资金和技术条件。用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。华尔网镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。钎焊螺旋翅片管钎焊螺旋翅片管的加工分两步进行。首先,将钢带平面垂直于管子轴线按螺旋线方式缠绕在管子外表面上,并把钢带两端焊在钢管上固定,然后为钢带和钢管接触处的间隙,用钎焊的方法将钢带和钢管焊在一起。此种方法因其造价昂贵,故常用另一种方法,即将缠好钢带的管子放进锌液槽内进行整体热镀锌来替代。采用整体热镀锌虽然镀液不见得能很好地渗进翅片和钢管之间极小的间隙,但在翅片外表面和钢管外表面却形成了一个完整的镀锌层。采用整体热镀锌的螺旋翅片管,因为受到镀锌层厚度的限制(镀锌层厚时,锌层牢固性差,易脱落),加之锌液不可能全部渗入间隙内,所以,翅片与钢管的结合率仍不高。另外,锌的传热系数比钢小(约为钢的78%),故传热能力低。锌在酸及碱、华尔网本地硫化物中极易遭受腐蚀,因此,用镀锌螺旋翅片管不适于制作空气预热器(回收锅炉烟气余热)。



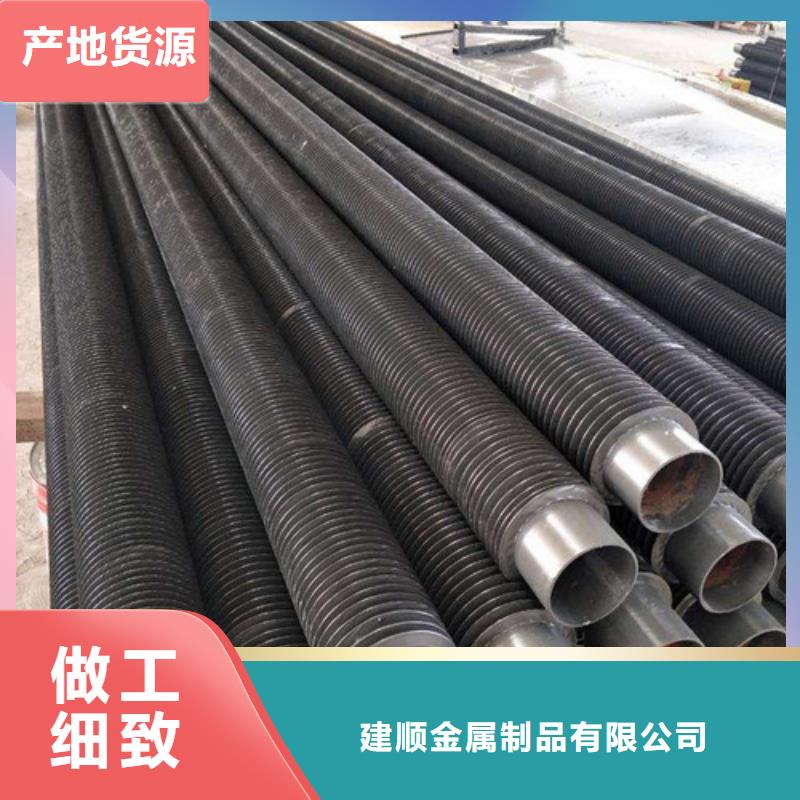
华尔网高频焊螺旋翅片高频高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、华尔网本地冶金、华尔网本地水泥行业的余热回收以及石油化工等行业。高频焊螺旋翅片管是在钢带缠绕钢管的同时 ,利用高 频 电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、华尔网本地钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。三辊斜轧整体型螺旋翅片管三辊斜轧整体型螺旋翅片管其生产原理为:在光管内衬一芯棒,经轧辊刀片的旋转 带动,无缝钢管通过轧槽与芯头组成的孔腔在其外表面上加工出翅片。这种方法生产出的翅片管因基管与外翅片是一个有机的整体,因而不存在接触热阻损失的问题,具有较高的传热效率。三辊斜轧法与焊接法相比,该生产线具有生产效率高,原材料耗用低,且生产的翅片管换热率高等优点。三辊斜轧整体型螺旋翅片管技术已成功应用于翅片为铜、华尔网本地铝的单翅片管或复合翅片管,或钢质的低翅片管;钢质整体型翅片管市场上多见为低翅片管,整体型高翅片管其材质多为铝、华尔网本地铜等,一般是冷轧成型。


建顺金属制品有限公司常年销售各种 云南大理不锈钢散热蒸发器。 公司依靠科学管理体系,严格执行标准, 我们的宗旨:诚信是一个人的立身之本,也是一个企业的经营准则,我们一直遵循“诚信为本”的经营理念,为广大海内外朋友提供产品。在未来的创业中,公司将继续加大新产品的开发力度,不断开拓新的领域,以新的姿态一如既往地奉行“追求卓越,真诚到永远”的原则竭诚为广大客户服务。




用人工方法套装的称为手工套装。它是借助工具,依靠人的力量将翅片一个个压入的。这种方法因为翅片的压入力有限,故套装的过盈量小,翅片容易产生松动现象。机械套装翅片是在翅片套装机上进行的。由于翅片压入是靠机械冲击力或液体压力,压入力大,所以,可采用较大的过盈量。翅片和管子之间的结合强度高,不易松动。机械传动的套装机生产率高,但噪音大,性差,工人的劳动条件欠佳。液压传动的虽然不存在上述问题,但设备价格较贵,对使用维修人员的技术要求较高,其生产率也低些。华尔网镶嵌式螺旋翅片镶嵌式螺旋翅片管是在钢管上预先加工出一定宽度和深度的螺旋槽,然后在车床上把钢带镶嵌在钢管上。在缠绕过程中,由于有一定的预紧力,钢带会紧紧地勒在螺旋槽内,从而保证了钢带和钢管之间有一定的接触面积。为了防止钢带回弹脱落,钢带的两端要焊在钢管上。为了便于镶嵌,钢带和螺旋槽间应有一定的侧隙。如果侧隙过小,形成过盈,则镶嵌过程难以顺利进行。此外,缠绕的钢带总会有一定的回弹,其结果使得钢带和螺旋槽底面不能很好的接合。镶嵌翅片可在通用设备上进行,费用不高,但是工艺复杂生产效率低。


华尔网高频焊螺旋翅片管是应用为广泛的螺旋翅片管之一,现广泛应用于电力、华尔网同城冶金、华尔网同城水泥行业的余热回收以及石油化工等行业。翅片管,是为了提高换热效率,通常在换热管的表面通过加翅片,增大换热管的外表面积(或内表面积),从而达到提高换热效率的目的,这样一种换热管。高频焊螺旋翅片管是在钢带缠绕钢管的同时,利用高频电流的集肤效应和邻近效应,对钢带和钢管外表面加热,直至塑性状态或熔化,在缠绕钢带的一定压力下完成焊接。这种高频焊实为一种固相焊接。它与镶嵌、华尔网同城钎焊(或整体热镀锌)等方法相比,无论是在产品质量(翅片的焊合率高,可达95%),还是生产率及自动化程度上,都是更为先进。高频焊(high-frequency welding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专用设备。生产率高,焊接速度可达30m/min。主要用于制造管子时纵缝或螺旋缝的焊接。高频焊的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流仅沿导体表层流动的一种物理现象。导体的电阻率越低、华尔网同城磁导率越大、华尔网同城电流的频率越高,其集肤效应越显著。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率



在云南省大理市采买单头翅片管设计到建顺金属制品有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理-13336259835,QQ:314614021,地址:《东昌府区泰山路3号》。